



VOL. 18, ISSUE NO. 9 | December 2025
Tech Story


INDUCTION FURNACE
Induction furnace is the most important equipment in the industry of foundry casting. Induction furnaces play a crucial role in modern controlled metal melting processes foundries, offering rapid and that contribute to efficient and high-quality casting production. The refractory performance in induction furnace is the key parameter for the overall efficiency of any metal casting. The refractory performance in induction furnace depends not only the quality of refractory material but also the operational parameters like nature of input materials, mode refractory material in induction refractory material in induction furnace is another important parameter to achieve the expected performance.

EFFECT OF OPERATIONAL PARAMETERS ON REFRACTORY PERFORMANCE IN INDUCTION FURNACE
There are several operational parameters which affect the performance of refractory and expected life of in duction furnaces cannot be The major parameters are mentioned below:
Quality of input materials (eg Scrap, DRI etc)
- Quality of steel grade
- Melting temperature
- Tapping temperature
- Duration of metal melting
- Mode of operation
- (a) Continuous
- (b) Intermittent
- Slag condition
- Thermal spalling
The lining refractories of induction furnaces are to be designed in such a way so that it should have the following features:
- High refractoriness to withstand operating temperature.
- High corrosion/erosion resistance towards steel and slag
- Adequate workability for easy in-stallation
- Chemically inert to Metal/alloy melt
- Volume stable at service condi-tion
- Reasonably strong to withstand molten metal
- Conserve heat
- High electrical sensitivity to pre-vent short-circuiting
APPLICATION / INSTALLATION OF DRY RAMMING MASS IN INDUCTION FURNACE
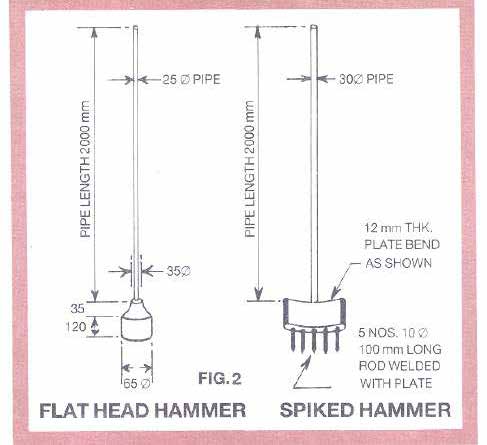
Apart from quality or grade of refractory materials for induction furnace, its proper application/installation is very important to get performance. The ramming is done in dry condition which make it more difficult for proper compaction and densification. To achieve desired installation and optimum compactness, two kinds of rammer are necessary while install the ramming material manually as shown in Fig 1. One is flat head rammer and other is spike rammer. First, scrub all loose materials and clean the furnace. Spread the material at the furnace bottom to about 50 - 60 mm thick layer at each time followed by ram the layer uniformly using a suitable rammer. The material must be rammed layer by layer to get maximum compaction.surface must be scratched to avoid any defects between the two subsequent layers of ramming. Place the
steel former on the rammed bottom followed by fix the steel iron block at the centre of the steel former to get uniform thickness throughout the furnace wall. For ramming the upper portion of the sidewall just above the induction coil, mix the dry refractory material with sodium silicate solution and 3-4% water.
SINTERING PROCESS OF RAMMING MASS
There is general sintering process in induction furnaces. However, sintering cycle is slightly different for different ramming materials like acidic ramming mass, basic ramming mass or neutral ramming mass. Rate of rise of temperature is maintained while controlling the power from electrical source. The sintering behaviour of the ramming mass is very important. The working lining should be sintered followed by semi-sinter and the material around coil must be in powder condition. A general sintering cycle for silica ramming mass is mentioned in Table-1. However, it may be varied thickness, input power etc.
DIFFERENT RAMMING MATERIAL IN INDUCTION FURNACES
In the ferrous industry, induction furnaces are widely used for melting and casting various iron and steel alloys. Along with iron and steel alloys,melting of aluminium, copper is also done in induction furnaces. Different
Table-1: Composition of a typical alloy poured
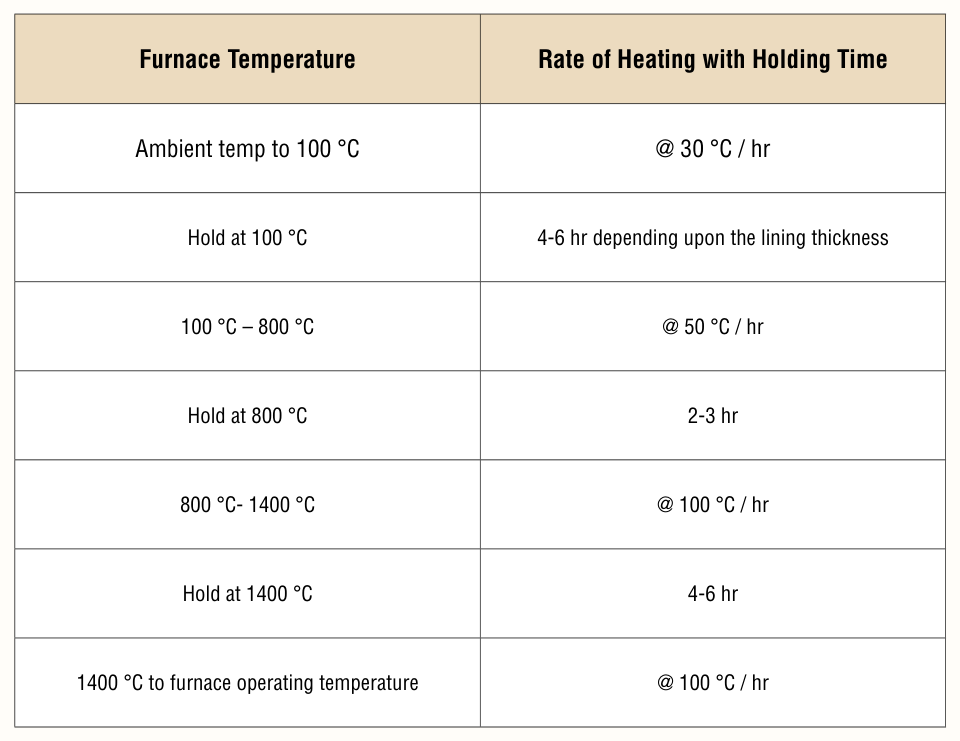
Table 1 - Page 82
refractory materials are employed in these furnaces to withstand the high temperatures, thermal cycling, and corrosive conditions. In types of refractories are suggested general, three as a working lining for coreless induction furnaces based on operational parameters, expected performance etc.grades of metals,
- Acidic ramming mass
- Basic ramming mass
- Neutral ramming mass
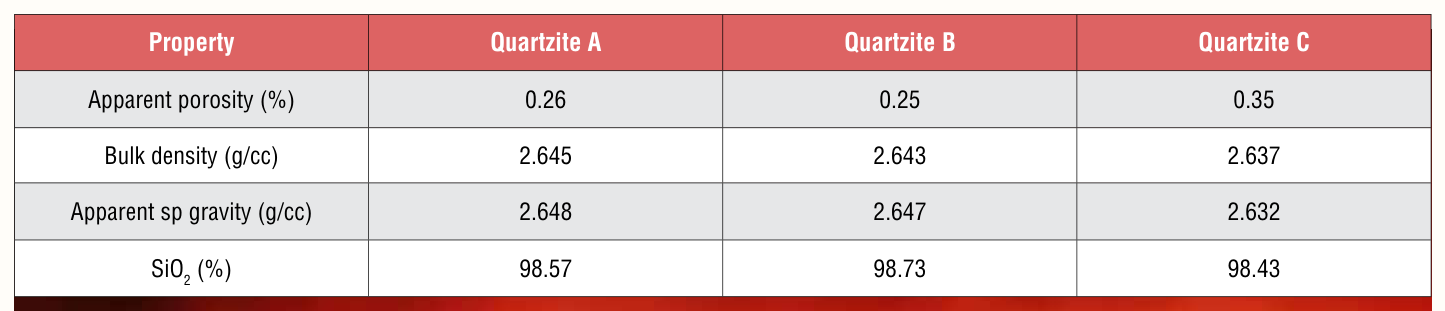
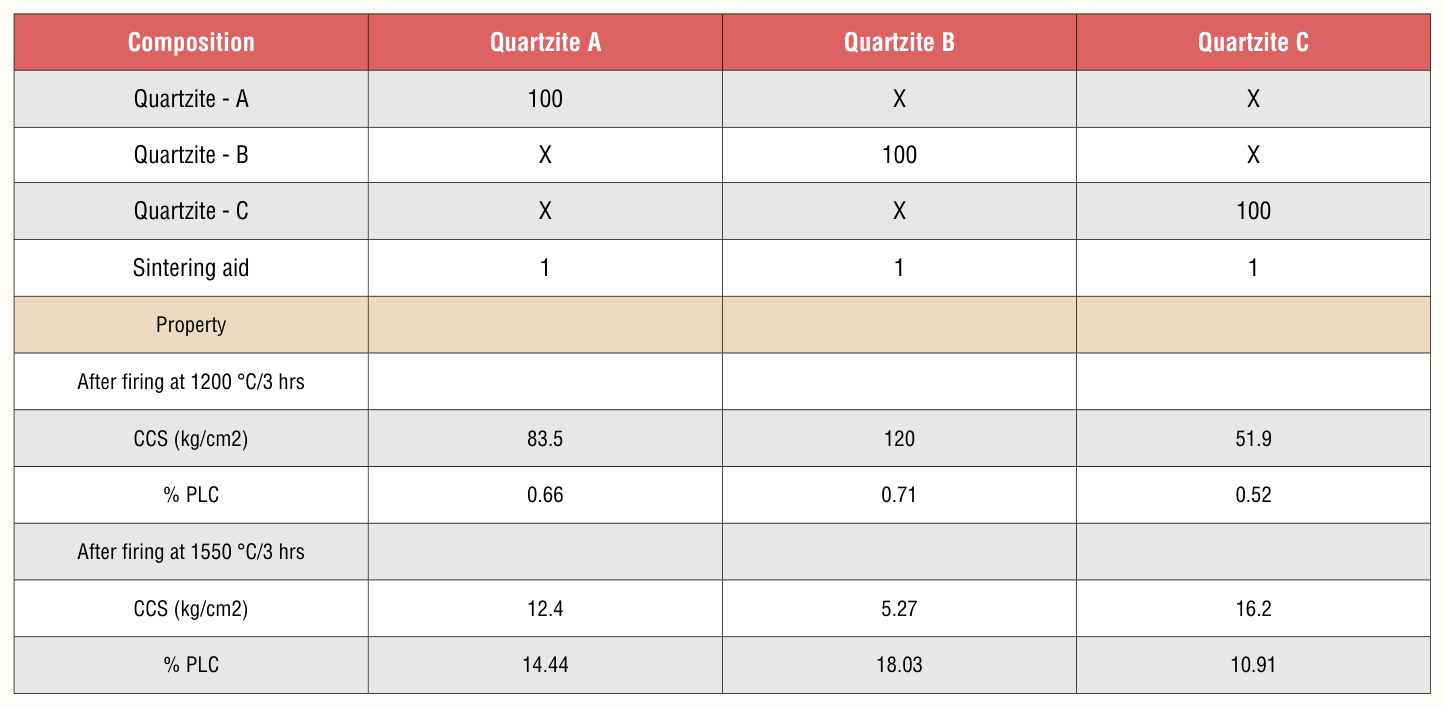
Table-2 : Properties of quartzite from different sources
ACIDIC RAMMING MASS
Acidic ramming mass, made of quartz/quartzite grains, is one of the most widely used refractory in coreless induction furnace. However, sen of base raw materials and its characterization are very important to get the satisfactory performance.In general, boric acid is used as sintering agent for silica based ramming mass. Boric acid is a strong sintering agent and therefore its dose is critical to get the controlled sintering of the refractory lining.having similar chemical composition but having different physical properties especially in expansion behaviour which is required for this kind of application in induction furnaces. In Table-2, properties of quartzite getting from three different sources are given. The chemical and physical properties are almost similar. While manufacturing silica ramming mass with these three quartzites, the properties of ramming mass are different specifically expansion behaviour, as shown in Table-3. In all cases 1% sintering fired at 1200 °C and 1550 °C for three aid was added. All the samples were hours and measured CCS and PLC. It is clearly observed that quartzite –B is showing highest expansion and Quartzite – C is the lowest. Quartzite – A is showing expansion in between B & C types. CCS is also important after firing as it indicates the sintering behaviour of the refractory lining. In most of the cases, people looking after CCS, and it is considered that any refractory having higher CCS should give better performance. However, in case of dry ramming mass used in induction furnace, higher CCS is not good. Rather, it sinters the whole lining and GLD may occur.

Table-3: Properties of silica ramming mass with different source of quartzite
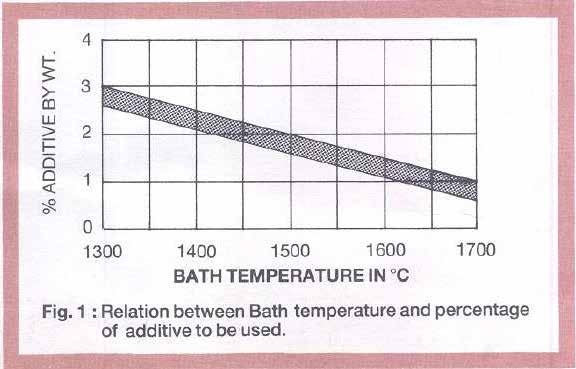
From this study, it is well-understood that the selection of quartzite is very important to get satisfactory performance though there may not be significant difference in chemical composition of quartzite. In this study, sintering aid was added 1%.But it can be varied based on the operating temperature and capacity of the furnace. In Fig 2, an idea is given how to decide the dose of sintering aid.
TRL Krosaki manufactures acidic ramming mass based on both quartzite and quartz. In most of the cases, it is available in pre-mixed condition. However, binder (sintering aid) can be supplied separately as per customer’s requirement. In case of addition of binder at site, care must be taken to mix the binder properly with ramming mass to get homogeneous mix. The binder is hygroscopic in nature and hence slight warming before application of ramming mass is suggested.
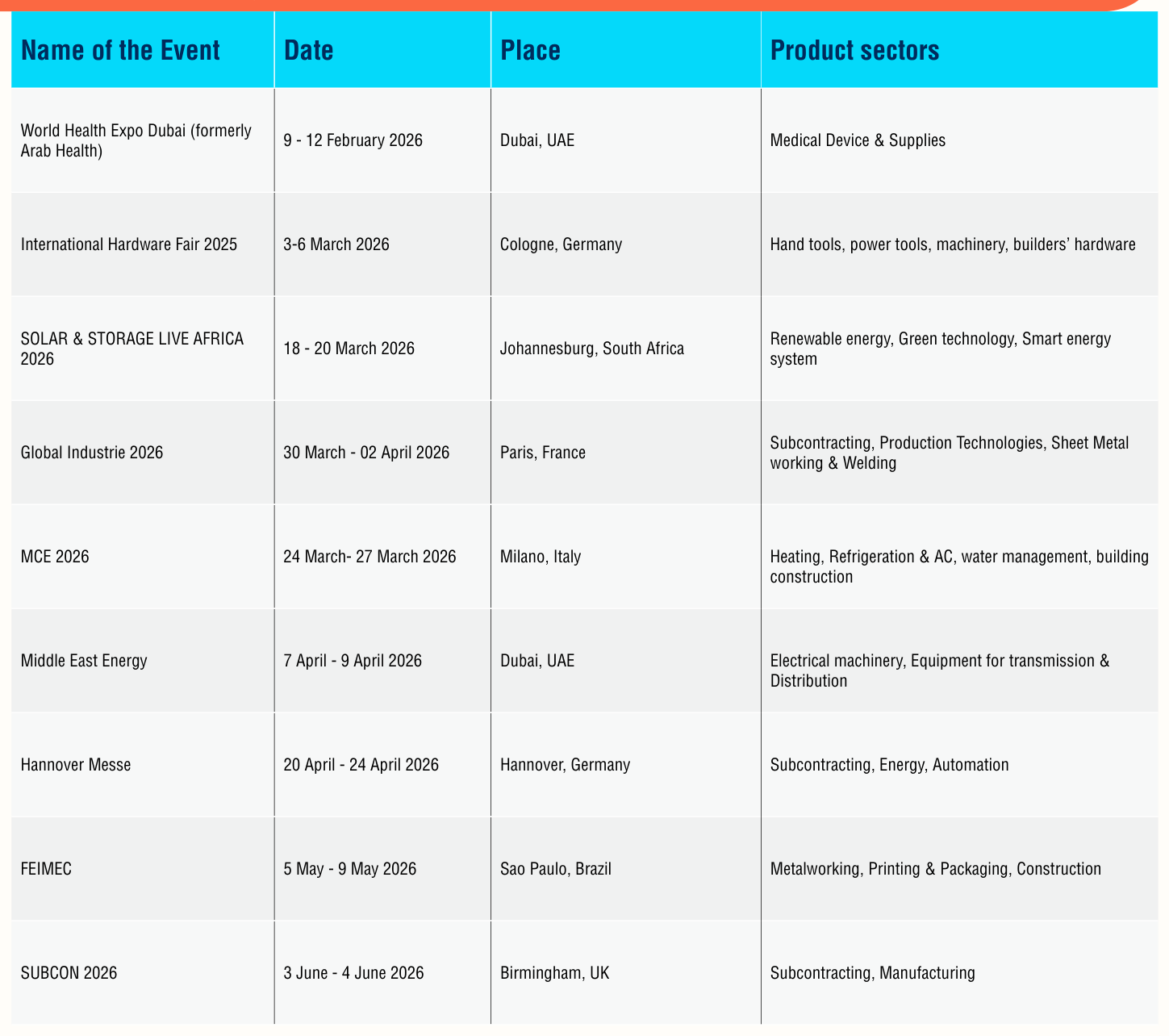
EEPC INDIA CALENDAR OF EVENTS All events subject to change
???? Image 10: tech_story_p89_table0.png
Replace REPLACE_WITH_CDN_URL_10
© Copyright , All rights reserved. Design by Andreal