



VOL. 18, ISSUE NO. 8 | November 2025
Tech Story


ABSTRACT
The biggest challenge for an export foundry is to produce quality castings meeting international standards and competing with global casting manufacturers in terms of quality consistency, on time delivery and price. In case these are not met then there is a loss of business which means financial loss for the foundry. To combat these difficulties, foundries look for producing castings first time right in accordance with international standard. For doing this foundries use many improvised techniques and application of ceramic foam filters is one of such initiatives to arrest inclusions in high chrome abrasion-resistant castings. This paper gives an overview of high chrome iron production using ceramic foam filters mentioning the mechanism of metal filtration, application of filters and benefits using filtration system for high chrome iron.
Keywords: Endogenous and exogenous inclusions priming, Cake Mode Filtration, Deep Bed Filtration, Choke, ASTM A 532 Class III Type A.
The biggest challenge for an export foundry is to produce quality castings meeting international standards and competing with global casting manufacturers in terms of quality consistency, on time delivery and price. In case these are not met then there is a loss of business which means financial loss for the foundry. To combat these difficulties, foundries look for producing castings first time right in accordance with international standard. For doing this foundries use many improvised techniques and application of ceramic foam filters is one of such initiatives to arrest inclusions in high chrome abrasion-resistant castings. This paper gives an overview of high chrome iron production using ceramic foam filters mentioning the mechanism of metal filtration, application of filters and benefits using filtration system for high chrome iron.
INTRODUCTION
Ceramic foam filters first appeared in the 1970s and have primarily been used for the filtration of cast iron and non-ferrous alloys. Initially used outside Russia, the filters were first introduced to Russia at the beginning of the year 2000. Many companies have introduced filters, but many production facilities have discontinued using filters due to bad results. The main problem encountered was filter breakage. However, this breakage issue was understood and fixed in due course of time.
For making inclusion-free castings, the first step is to identify the source of any non-metallic inclusions. These can be divided into two main groups: (a) endogenous inclusions and (b) exogenous inclusions. Endogenous inclusions are the products of chemical oxidation reactions that takes place during the melting and pouring of the metal. These are (a) silicates, (b) oxides, (c) nitrides, (d) sulphides and (e) their compounds. Exogenous inclusions are foreign bodies: (a) sand particles, (b) mould and ladle /furnace lining materials and (c) furnace and ladle slags.
Castings, containing impurities, show lower strength. To achieve proper strength, castings with heavier section thickness are produced. Impurities, present in castings, acts as point of stress concentration when they are located at the surface of a casting when subjected to mechanical working.
CONCEPT OF METAL FILTRATION
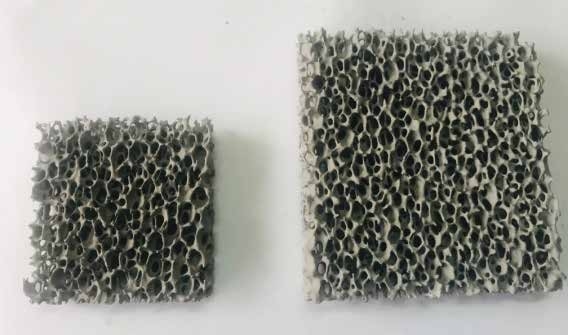
Ceramic foam filter is a new industrial ceramic product with low bulk density (0.25-0.65 gm/cc), high porosity (60% ~ 90%), and three-dimensional reticulated structure. These filters are normally available in 10 and 20 ppi mostly with 15 mm thickness.
These filters have excellent properties like high temperature resistance, strong chemical corrosion resistance, and large surface area. As a result of high porosity, it is widely used in molten metal filtration to remove undesirable nonmetallic inclusions in the melt.
These filters are pre-fabricated shapes designed for use in iron foundries to provide a smooth laminar flow of molten metal and especially in ductile iron prevent the ingress of slag, magnesium reaction products, inoculant residues or sand grains into the mould cavity. The maximum application temperature for filters in use at iron foundries is about 1450 °C. The high filtration effectiveness combined with a reduction in turbulence often allows gating systems to be greatly simplified. These filters can be positioned vertically or horizontally in a suitably designed runner system. Filters can be also used in high pressure moulding line. In some cases filters can be placed inside a pouring cup also and pouring can be done through filter fitted pouring cup. It is important to maintain a maximum height of fall of around 75 mm from pouring point.

MECHANISM OF FILTRATION
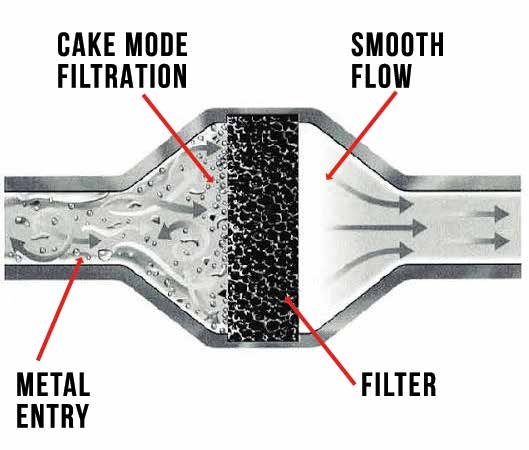
As soon as liquid metal enters into a suitably positioned ceramic foam filter, an initial priming occurs followed by Cake Mode Filtration. Big inclusions are arrested at the interface of the cake and still small finer inclusions which passes through this cake gets arrested deep inside these shapes. This is referred to as Deep Bed Filtration. An unpressurised gating system is the most suitable for effective filtration otherwise a filter can act as a Choke.
METAL ENTRY TURBULENCE FLOW OF METAL
As A favourable unpressurised gating system can be:
Downsprue Area : Runner Area: Total Ingate Area is 1: 1.1:1.2.
Considering adequate clean metal, a general guideline on flow rate of liquid metal through a 10 ppi filter is mentioned below:
a) Grey Iron : 2-3 kg/cm2
b) Ductile Iron : 1-2 kg/cm2
c) In-mould Ductile Iron : 0.5-1 kg/cm2
Turbulence is minimised using ceramic foam filter as shown above.
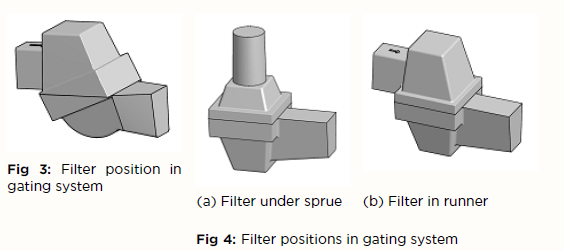
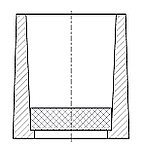
Typical filter print positions are shown in Figs 3 and 4.
Preparation of high chrome iron castings: ASTM A 532 - Class III - Type A
Charge preparation
Charge-mix for 1650 kg liquid metal
Clean Metallic Charge including Foundry Return = 1400 kg
High Carbon Ferro-Chrome = 231 kg
Alloying Elements (FeMn and FeSi = 3.7 kg
Make-up alloy addition (FeMn and FeSi ) = 17 kg
Composition of a typical alloy poured is mentioned in Table-1.
Table-1: Composition of a typical alloy poured
| Carbon% | Silicon% | Manganese% | Chromium% | Copper% | Sulphur% | Phosphorus% |
|---|---|---|---|---|---|---|
| 2.61 | 0.594 | 0.719 | 26.17 | 0.408 | 0.0243 | 0.0335 |
POURING TEMPERATURE
Typical pouring temperature for high chrome iron castings can be between 1370 to 1420 oC depending on the section thickness and geometry of castings.
DEMOULDING & HEAT-TREATMENT
After pouring, the sand mould along with castings are sufficiently cooled. Then de-moulding is done followed by carefully removal of gating systems, runners etc. Sand particles are removed from castings in a shot blasting machine. Castings are then heat-treated in a batchtype gas-fired furnace. The heat treatment cycle (total 16 hours) consists of (a) gradual heating to temperature 1050 oC for 11 hours followed by isothermal holding for 5 hours at 1050 oC and then air cooling. After heat treatment, the riser is removed from the casting by Gas Cutting followed by grinding. The defects in castings are inspected by visually and by using Liquid Penetrant Test (LPT).
DEMOULDING & HEAT-TREATMENT
Typical hardness after heat treatment can be approximately 630-650 BHN. However, it can be increased to ~730 BHN by adopting special technique.
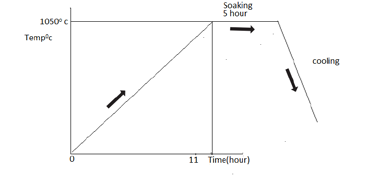
Fig 5: Heat treatment cycle of high chrome iron
OPTICAL MICROSTRUCTURE
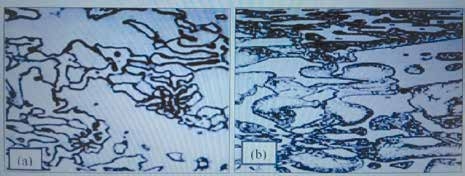
Fig 6: As-cast microstructure (a) with austenitic matrix (b) with austenitic-martensitic matrix (100X)
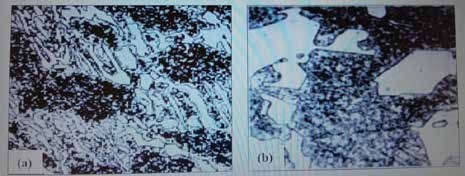
Fig 7: Heat-treated microstructure of martensitic matrix with fine M7C3 carbides (100X)
FILTERS USED FOR MAKING HIGH CHROME IRON CASTINGS

Fig 8: Pattern of ring casting

Fig 9: Pattern of liner casting
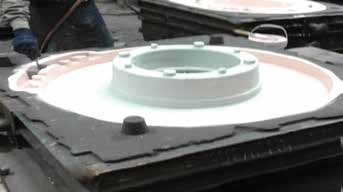
Fig 10: Liner mould

Fig 11: Filter fitted inside pouring cup

Fig 12: Liner casting

Fig 13: Ring casting
BENEFITS USING CERAMIC FOAM FILTERS
a) Pouring a casting using a filter in the riser
Direct casting through the riser is a relatively new method which can be utilized with success in all materials, where the riser is necessary. The main advantage is the elimination of Gating System which means higher yield.
b) Filters arrest Inclusions and help to make sound castings
c) Filter helps to reduce turbulence in gating system
Direct position
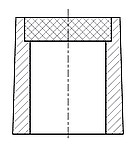
Fig 13: Reverse Bevel Position
Fig 14: Filter position for pouring an iron casting
CONCLUSIONS
Foundries, using Ceramic Foam Filters, are immensely benefited as mentioned above. Simplification of gating system helps to reduce fettling time and improves yield. However, selection and application of filters requires experience especially for designing a gating system to make castings.
ACKNOWLEDGEMENT
The author is thankful to Management of Cresmac Foundry Pvt Ltd for permitting to publish this paper under guidance of Sumit Banerjee, Manager (QA), Cresmac, Falta.
BIBLIOGRAPHY
1. Foundry Management & Technology, Jan 1996.
2. Prof A K Chakrabarti, Casting Technology & Cast Alloys.
3. Filtration and Gating System.
4. Publication on Lanik filters
5. In-house restricted data of Cresmac Foundry Pvt Ltd.
6. Kh Abdel Aziz, MEL Shennawy & Adel A Oman, Microstructural Characteristics and Mechanical Properties of Heat Treated HCCI.
7. AFS Publication.
© Copyright , All rights reserved. Design by Andreal