



VOL. 18, ISSUE NO. 11 | February 2026
Tech Story



INTRODUCTION
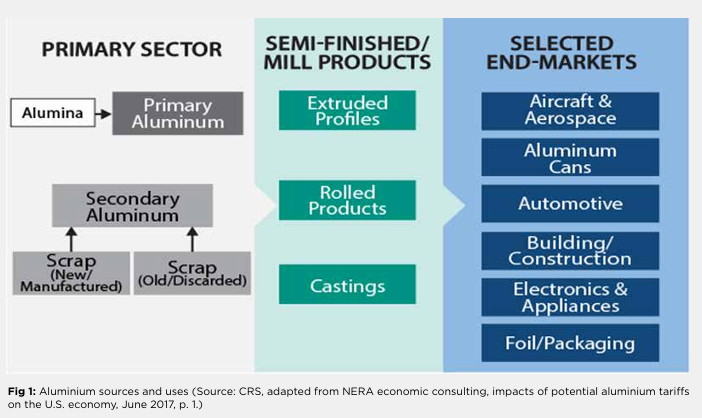
There are the two methods of al-uminium (Al) production, primary and secondary. Figure 1 illustrates the Al production and recycling pro-cess, highlighting the primary and secondary sectors, semi-finished products, and selected end-mar-kets
India is the world's second-largest producer of primary Al, with pro-duction levels reaching approxi-mately 4.1 million tonnes in FY2024. The industry is dominated by major players like Hindalco, Vedanta Alu-minium, and NALCO, with produc-tion hubs primarily located in Odi-sha, Chhattisgarh, and Jharkhand, which leverage the country's abundant bauxite reserves. Production growth reflects strong economic activity in key sectors such as con-struction, automotive, and infra-structure, with increasing domestic consumption also driving demand.
Primary aluminium production uti-lises aluminium-rich ores, primari-ly bauxite. Primary production has several disadvantages, including high greenhouse gas emissions and energy-intensive requirements [1,2]. Primary aluminium production re-quires 180 MJ/kg of energy, while secondary production only needs 15 MJ/kg. The latter relies on scrap and other residues, so the primary appeal of secondary manufactur- ing lies in its economic advantages [3,4] due to a reduction in energy consumption by 90% [5]. This dif-ference arises because the Bayer process for extracting aluminium from bauxite involves high tem-peratures (100-323°C) and pres-sures (30 atm) to produce alumin-ium oxide (Al2O3) through stages like clarification, precipitation, and calcination [6,7]. The Hall-Herou-It process then converts Al₂O₃ into molten aluminium, requiring signif-icant electricity to reach tempera-tures between 950°C and 980°C and apply direct current. The total energy consumption for producing aluminium from bauxite is about 168,000 MJ/tonne [8].
SECONDARY ALUMINIUM PRODUCTION / ALUMINIUM SCRAP RECYCLING
The secondary Al production mainly involves remelting scrap, by-products, and end-of-life products into secondary aluminium alloys (SAAs). The increasing aluminium waste has driven interest in recycling, with aluminium component lifespans ranging from 0.2 years for beverage cans to 15 years for automotive parts and 50 years for construction components [9]. India’s secondary aluminium production capacity is significant, with estimates around 2-2.2 MTPA as of FY 2024. This sector is characterised by a vast network of micro, small and medium enterprises (MSMEs) that form the Aluminium Secondary Manufacturers Association (ASMA):
Hindalco Industries: A subsidiary of the Aditya Birla Group, Hindalco is a major producer that emphasises sustainability through strong recycling initiatives, contributing to the secondary market.
Vedanta Ltd.: Another large producer, Vedanta is also involved in recycling and has a significant capacity for high-purity aluminium, supporting critical industries.
Daiki India: As an affiliate of a world-class secondary aluminium alloy maker, Daiki is a global pioneer in the secondary aluminium industry with a significant presence in India.
CMR Green Technologies Ltd: This company, in joint ventures with international partners, offers a wide range of aluminium alloys manufactured to various standards, catering to the secondary market.
The aluminium recycling process is an efficient and environmentally friendly way to produce aluminium from scrap. Recycling aluminium involves several key steps that significantly benefit both the environment and the economy. The process begins with the collection and sorting of aluminium scrap [10] from various sources such as beverage cans, automotive parts, and household items. This scrap is then shredded and cleaned to remove coatings and contaminants. Next, the clean aluminium is melted in a furnace at around 660°C (1220°F) and refined to eliminate impurities. The refined molten aluminium is cast into ingots or other forms, which can undergo further processing like rolling and extrusion to produce final products. Recycling aluminium saves up to 95% of the energy required to produce new aluminium from raw bauxite ore, significantly reducing greenhouse gas emissions and environmental impact. Economically, recycling is more cost-effective than new production and supports job creation in various sectors. Additionally, aluminium can be recycled indefinitely without losing its properties, making it a sustainable material choice.
SUSTAINABILITY IN FOUNDRIES
Sustainability in Al foundries focuses [11] on reducing environmental impact and enhancing resource efficiency. Key issues are (a) optimising energy consumption with advanced control systems and (b) energy-efficient equipment, such as electric melting furnaces, to minimise greenhouse gas emissions and operational costs. The table below compares costs and efficiency.
Table 1: Comparison between cost and efficiency
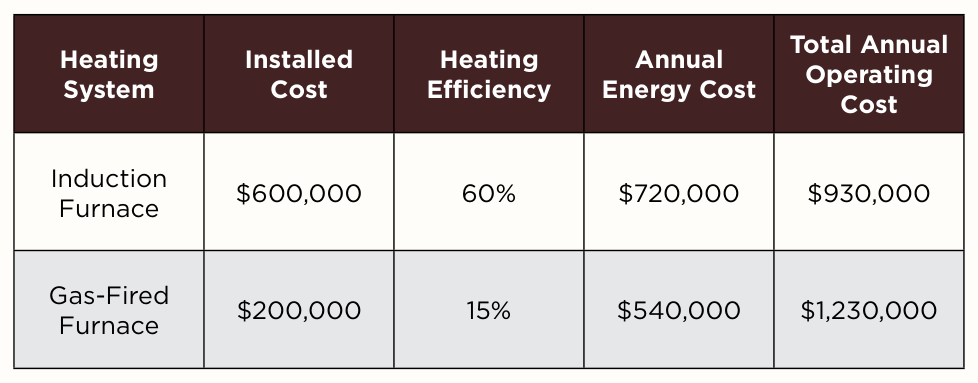
This shows induction heating costs more upfront but saves money later.
The recycling of Al-scrap and Alwaste materials significantly reduces (a) raw material consumption and (b) landfill waste. Use of cleaner technologies and green energy sources further lowers the environmental footprint. Advanced filtration systems and regular equipment maintenance improve process efficiencies and reduce emissions.Training of employees and building up consciousness among the stakeholders on various environmental issues lead to continuous improvement. By adapting these sustainable practices, the Al foundries not only comply with regulatory requirements but also enhance their competitiveness and long-term viability in a market. Using electric induction furnaces reduces energy consumption and emissions, while recovering waste heat captures and reuses heat to lower energy costs.
Exploring alternative fuels, such as biomass and biofuels, helps reduce carbon emissions. Enhancing material efficiency through precision casting and optimising recycling processes minimises waste. Green sand casting methods reclaim and reuse sand, and biodegradable binders reduce environmental impact. Additive manufacturing with 3D printing lowers material waste and energy use through complex, lightweight designs. These practices not only minimise environmental impact and comply with regulations but also boost competitiveness and ensure long-term viability in a sustainability-focused market
EFFICIENCY IN FOUNDRIES
The Green-practices in Al foundries involve optimising processes and adopt-
ing technologies [12] that reduce environmental impact while improving production efficiency. The following examples (data) illustrate Green Al-foundry practices:
I.Energy efficiency: Electric furnaces can reduce energy consumption by up to 50% compared to gas-fired furnaces. They also reduce CO₂ emissions significantly since electricity can be sourced from renewable energy.
II.Recycling and material efficiency: Recycling of Al requires only 5% of the energy compared to its production from Al-ore (raw Bauxite). Therefore, it reduces emissions and conserves raw materials.
III. Waste heat recovery: Waste heat recovery systems improve energy efficiency by 10-20%, so, a significant reduction of carbon emissions and cost savings is achieved.For example, a tonnage (capacity) Al-gas-fired furnace saves approximately 200-500 kWh/tonne of Almelt production.
IV. Process Optimisation in Al-Foundry Practice: Implementation of the latest technologies / systems and optimising foundry operations improve (a) process efficiency, (b) product quality and (c) sustainability [13]. Changing to (a) electricinduction or (b) regenerative gasfired furnaces reduces energy consumption by up to 15% and minimises CO₂ emissions through precisetemperature control.Integrating sensors and automation in casting machines (a) ensures consistent metal flow (and cooling rates), and (b) reduce defects /scrap formation by 10-15% by improving product quality. Modern filtration systems, such as high-efficiency particulate air (HEPA) filters, capture 99% of airborne particulates, improve airand water quality, and workplace safety. The modern “data analytics method” used for the “Predictive Maintenance Programs” results (a) extend equipment life and reduces downtime by up to 20%, (b) promotes operational efficiency and (c) reduces cost. Advanced emission reduction technologies can capture up to 99% of particulates and harmful emissions and significantly improve air quality. A closed-loop water system can reduce water consumption by up to 90% (conserving water and reducing treatment and discharge costs).These optimisations collectively (a) enhance operational efficiency, (b) product quality and (c) sustainability efforts by reducing (d) resource consumption and (e) waste and emissions. In summary, the “Advanced Control Systems” in foundries help to (a) increase efficiency by 10-15% and (b) reduce energy consumption by 5-10% through reduced variability in casting quality, leading to less rework and scrap.
V.Lean Manufacturing in Al-Foundry Practice: Implementing lean manufacturing [14] in aluminium foundries enhances efficiency and competitiveness by systematically eliminating waste and optimising processes. Key practices include value stream mapping to identify and address bottlenecks, continuous improvement (Kaizen) to foster ongoing efficiency, and just-in-time (JIT) production to minimise inven
tory. The 5S methodology organises the workspace for improved safety and efficiency, while standardised work ensures consistent quality. Waste reduction targets all inefficiencies, and total productive maintenance (TPM) boosts equipment reliability and uptime. These principles lead to substantial cost savings, increased productivity, and sustainable competitive advantage by reducing lead times, enhancing product quality, and ensuring consistent production flow.
VI. Implementing AI and Digital Twins in Al-Foundries (Industry 4.0): In tegrating AI and digital twins in aluminium foundries, a core aspect of the Industry 4.0 [15] revolution,revolutionises production by enhancing eff iciency, precision, and sustainability. AI-driven analytics predict maintenance needs, reduce downtime, and improve quality control, while digital twins enable real-time monitoring and simulation for proactive adjustments. These technologies streamline workflows,reduce waste, and minimise energy consumption, leading to significant cost savings and environmental benefits. Key advantages include predictive maintenance, real-time monitoring, enhanced quality control, process optimisation, and improved energy efficiency. However, successful implementation requires addressing investment and integration challenges, including training personnel and ensuring data security. Embracing these technologies places aluminium foundries at the forefront of innovation, driving competitive advantage and aligningwith modern sustainability goals.
CIRCULARITY IN ALUMINIUM FOUNDRY PROCESSES
Circularity in Al-foundry processes significantly enhances sustainability and efficiency by minimising waste and maximising material reuse and recycling [16]. Al-scrap can be recycled indefinitely without losing its properties, which means that it (a) conserves resources, (b) reduces energy consumption, and (c) lowers emissions. The “die-casting” process improves precision and reduces scrap generation. Figure 2 shows the life cycle of Al-die castings, emphasising their recyclability and usage in the automotive industry. The automobile sector normally consumes a large fraction of die-cast products. At the end of their life cycle, the vehicles are disposed of. The scrap Al components are recycled, starting the process anew.Figure 2 shows a typical circular flow (of the recycling process) of Al-die cast components used in automotive applications.The recycled Al can be alloyed from new products based on customers’ requirements. Despite these benefits, the transition to circular practices presents challenges: (a) generation of a higher amount of Al₂O₃ dross, (b) potential operational disruptions, (c) stringent quality control requirements and (d) the need for significant investment. However, in view of the long-term perspective, adaptation of circularity in Al-foundry processes is the need of the day for Indian foundries.

Fig 2: Life cycle of aluminium die castings
CONCLUSION
The environmental issues in Al foundries deal with (a) adaptation of green technologies, (b) waste and emission reductions and (c) reduced energy consumption that leads to lowering of overall environmental footprint.Green technologies help foundries comply with stringent regulations, avoiding legal issues and penalties. Energy savings and improved operational efficiencies lead to significant cost reductions, enhancing profitability.By boosting operational efficiency and product quality, foundries can strengthen their market position and compete globally. Emphasising sustainability contributes to a circular economy through easier disassembly and recycling of products, promoting resource efficiency.Lean manufacturing principles improve product quality and customer satisfaction, while AI and digital twins enhance predictive maintenance, process optimisation, and quality control.These innovations enable aluminium foundries to balance sustainability, economic efficiency, and competitiveness, leading the industry toward a more sustainable future.
REFERENCES:
- E. Aluminium, A Strategy for Achieving Aluminium’s Full Potential for Circular Economy by 2030, Circular Aluminium Action Plan, European Aluminium, Brussels, Belgium, 2020.
- E. Aluminium, European Aluminium’s Contribution to the EU’s Mid-Century Low-Carbon Roadmap, European Aluminium, Brussels, Belgium, 2019.
- M. Mahinroosta and A. Allahverdi, “Hazardous aluminium dross characterization and recycling strategies: A critical review,” J. Environ. Manag., vol. 223, p 452–468, 2018.
- M. Matejka and D. Bolibruchová, “Effect of Remelting on Microstructure of the AlSi9Cu3 Alloy with Higher Iron Content,” Arch. Foundry Eng., vol. 18, p 25–30, 2018.
- J. A. Green, Aluminium Recycling and Processing for Energy Conservation and Sustainability. Materials Park, OH, USA: ASM International, 2007.
- A. Gil, “Management of the Salt Cake from Secondary Aluminium Fusion Processes,” Ind. Eng. Chem. Res., vol. 44, p 8852–8857, 2005.
- A. Tabereaux, “The discovery, commercialization, and development of the aluminium industry in France,” Light Met. Age, vol. 70, p 28–33, 2012.
- C. Schmitz, Handbook of Aluminium Recycling—Mechanical Preparation—Metallurgical Processing—Heat Treatment, 2nd ed. Essen, Germany: Vulkan Verlag, 2014.
- S. Capuzzi and G. Timelli, “Preparation and Melting of Scrap in Aluminium Recycling: A Review,” Metals, vol. 8, no. 249, 2018.
- H. Nunes, O. Emadinia, R. Soares, M. F. Vieira, and A. Reis, “Adding Value to Secondary Aluminium Casting Alloys: A Review on Trends and Achievements,” Materials, vol.16, no. 895, 2023, doi: 10.3390/ ma16030895.
- D. Raabe, C. C. Tasan, and E. A.Olivetti, “Strategies for Improving the Sustainability of Structural Metals,” Nature, vol. 57, pp. 64–69, Nov. 2019, doi: 10.1038/s41586-0191702-5.
- J. Y. Kwon, W. Choate, and R.Naranjo, “Advanced Melting Technologies: Energy Saving Concepts and Opportunities for the Metal Casting Industry,” US Department of Energy, Metal Casting Portfolio, vol. 7, 2005.
- I. Hahn and J. C. Sturm, “Autonomous optimization of casting processes and designs,” in Proc. 69th World Foundry Congr., Hangzhou, China, Oct. 16–20, 2010.
- J. K. Liker, The Toyota Way, 7th ed. Sweden: Liber AB, 2004.
- S. Scharfa, B. Sandera, M. Kujath, H. Richter, E. Riedel, H. Stein, and J. tom Felde, “Foundry 4.0:An Innovative Technology for Sustainable and Flexible Process Design in Foundries,” Procedia CIRP, 28th CIRP Conf. Life Cycle Eng., 2021. www.sciencedirect.com
- G. Gaustad, E. Olivetti, and R.Kirchain, “Improving Aluminium Recycling: A Survey of Sorting and Impurity Removal Technologies,” Resour., Conserv. Recycl., vol. 58, pp. 79–87, 2012.
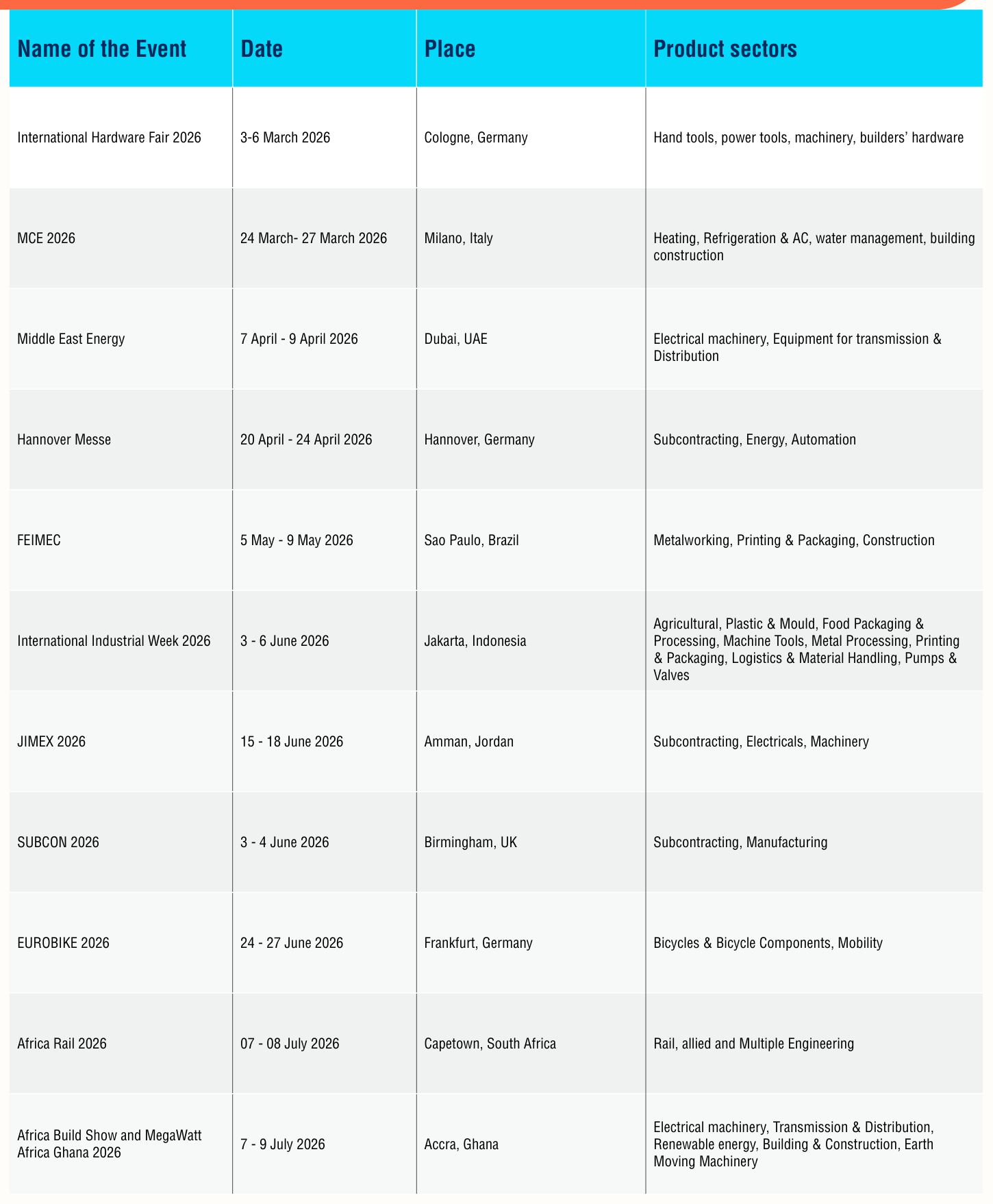
EEPC INDIA CALENDAR OF EVENTS All events subject to change

© Copyright , All rights reserved. Design by Andreal