



VOL. 18, ISSUE NO. 7 | October 2025
Tech Story


LATEST IN FURAN AND ALPHASET TECHNOLOGY - LOWER BINDER DEMAND, IMPROVED STRENGTH AND CLEANER THAN EVER BEFORE
ABSTRACT
Furan ( FNB ) and Alphaset (APNB) are two most popular sand binder systems used in foundries to prepare mould sand cores without application of heat or gas. FNB was popularised in Indian foundries in late 1980s and Alphaset APNB was launched precisely in 1986. FNB offers excellent dry strength but hot strength is relatively lower than APNB and decoring is better. With better understanding in chemistry, in FNB, it has been possible to synthesise customised formulations with extremely low VOC, phenomenally improving workplace environment and customised formulations to suit requirements of individual foundries matching sand quality, climatic, dry strength requirements during mould handling at different stages like stripping, coating application, drying, closing and then again hot strength during and post pouring followed by ease of decoring. All these at binder addition level of 0.75% by weight of sand. In case of APNB, major improvements are done again in workplace environment associated with storage stability, lower binder demand ( 1.1% ) and improved dry strength. Hot strength for this system is already good. Formaldehyde, a gas, is one of the reactants ( monomer ) in both resins. In free form, it is not only irritating to eyes, but also poses health hazard when present above TLV ( 2 ppm ) in environment. This presentation will deal with recent developments associated with both binders and results of same in various sands, mainly of Indian origin. In environment front, with more and more understanding on chemistry of synthesis and curing of the systems, it has been possible to contain free formaldehyde in both the binders to practically below 0.05% offering practically odourfree shop-floor environment.
INTRODUCTION
FNB , although introduced in world foundries along with acid cured Phenolic ( PNB ) in mid 1960s , its popularity in Indian foundries gained momentum in beginning of 21st century i.e. after long four decades. Comparatively , APNB got acceptance in Indian foundries as soon as it was launched in international market in mid 1980s. According to a publication [ 1 ] , FNB castings are tending demand of Global Industries due to exciting unique properties of high resistance to defects in sand / metal interface , exceptional dimensional stability and superior shakeout with thermal and mechanical reclamation. At present , four more self-sets , PNB , PUNB ( PEPSET ) , Alkyd and Ester cured sodium silicate ( ECS ) are in use in Indian foundries where PNB has got major share followed by PUNB , Alkyd and ECS. PNB and FNB have got similar chemistry of curing and workable with same reclaimed sand and same equipment. Many foundries keep on switching over from FNB to PNB and vice versa depending on overall economy. Today , approximately 85 % of total self-sets market is shared by FNB and APNB. With progress of time , with better understanding of chemistry of polymerisation and subsequent curing , both the systems have been modified on several fronts like ability to work with lower binder level , increase in reclaimability , bringing down emissions , reduce defects in castings and overall economy.
LATEST IN FNB: MORE VERSATILE, MORE ENVIRONMENT- FRIENDLY AND MORE ECONOMIC
Furan is a heterocyclic five member aromatic compound of C, H and O and does not have functional group. Furan resin is generic name for low molecular weight polymers having furan rings in structure. Furfuryl alcohol (FA) is a derivative of furan and has got one methylol (-CH2OH) group which is available for condensation with compatible reactive groups. Formaldehyde (HCH=O), a gas, available in 37% aqueous solution (formalin) can react with FA in various ways at different PH. Apart, Urea {O=C-(NH2)} and Phenol (C6H5OH) along with FA make three reactants for reaction with formaldehyde. Condensation of FA and formaldehyde alone do not make workable formulations in any reaction condition at least for working as sand binder system for use in making of moulds and cores in foundries. Thus, resin or binder component in FNB is a polymer of UF/FA, PF/FA or PF/UF/FA, formaldehyde being common reactant. Catalyst or second part for FNB is single or blend of aryl sulphonic acids in aqueous solution. FA in binders may remain in two forms, reacted and unreacted (free). Among all binders in use in foundries, FNB is only one which has got reactive diluent, in form of FA. Formulations of 80s and 90s were mostly of UF/FA i.e. without involving phenol. Deficiencies in those formulations were excess free formaldehyde leading to irritating smell in workplace, high demand of FA increasing cost and presence of excess N leading to fear of N pinhole defects in ferrous castings. Most of present formulations are PF/UF/FA resins. By changing proportions of three reactants and one co-reactant and adjusting reaction conditions like PH, time, temperature, pressure, sequence of additions, innumerable formulations are possible to process resins with customised formulations compatible with sand and metal chemistry and meeting requirements of bench life, strip time, strength (both dry and hot), ease of decoring with minimum binder demand, maximum reclaimability, good surface finish of castings, favourable economy and minimum impact on shop-floor environment and ecology (Fig 1). Contrary to the common belief that Urea and phenol are introduced in formulations to cheapen products, it’s not always true. Urea works as scavenger for formaldehyde, a carcinogen and potential eye irritant in free form. Further, UF resins are having superior decoring properties and widely used for preparing moulds and cores for pouring low melting alloys of non-ferrous castings, particularly aluminium. Similarly, PF resins improve hot strength of moulds and cores. Thus it’s all about judicious selection of reactants, their proportions and reaction conditions to achieve targeted properties required by individual foundries which require fundamental knowledge and practical experience on preferential reactivity of multiple reactants depending upon reaction conditions, mainly PH.
Recent developments in FNB technology include N free formulations enabling applications in steel foundries. A modern steel foundry in India is producing steel castings of up to 5–6 MT finished weight using moulds made with thermally reclaimed (TR) facing and mechanically reclaimed (MR) backing using 1.4 and 1.0% binders respectively. Catalyst addition is 30–60% by weight of binder. Finish of castings are excellent. With active support from said foundry it has been possible to develop binder with stringent specifications of ≤0.4% N and tensile strength of ≥125 psi after 24 hours at 1% addition in MR sand. There is example where another foundry in India has produced 15 MT of finished steel castings using FNB. Among other recent developments, few being formulations with free formaldehyde ≤0.1% making this system cleaner than ever before, reclaimability of used sand ≥90% by mechanical process, binder demand as low as 0.75% in MR or blended sand and 98% reclaimability of MR sand by thermal process enabling extremely low demand of new sand with positive impact on ecology. Binder formulations with lower demand for sulphur bearing catalysts have reduced risk from de-nodularisation of SG iron castings. In India at least one foundry has produced SG iron castings up to 21 MT without any issue of de-nodularisation. Increase in storage life of binders at ambient temperature is one among recent developments.
LATEST IN APNB: LOWER BINDER DEMAND, MORE STABLE AND CLEANER WORKPLACE ENVIRONMENT
Introduced in Indian foundries in mid 1980s in batch mixers, this selfset was found superior to two the then established systems, Alkyd and PNB in many areas, few main being compatibility with SG iron and steel castings (Sand N free), superior casting finish, unique two step curing mechanism leading to production of castings with low veins [3], low odour and virtually no smoke [2]. Furan was not popular at that time as it had many issues, two main being unusually high smell of formaldehyde at workplace and short bench life of mixed sand particularly in summer. Slowly APNB was introduced in continuous mixers (CSM) in boxed as well as flaskless moulds. Deficiencies with the system till end of 20th century were lack of availability of slow hardeners leading to shorter bench life of mixed sand causing production of weak moulds, high initial resin viscosity, high rate of rise of viscosity, extremely low strength in MR sand and poor reclaimability of MR sand thermally because of presence of inorganic salts. Unlike FNB, here number of reactants are two, phenol and formaldehyde. Apart, sodium hydroxide (NaOH) and Potassium hydroxide (KOH) in aqueous solution are part of the resin or binder. Thus total variables in formulations are P:F mole ratio, total alkali, and ratio of two alkali, non-volatile content, free monomer contents and water content. By adjusting above variables in recipe along with change in reaction parameters synthesis of series of customized formulations is enabled to suit specific requirements of individual foundries. Unlike FNB, here controlling bench-life of mixed sand demands hardeners (esters) of different reactivity to release acids at different rate unlike FNB where variation in concentration of acids (PH reducers) with non-reactive diluents control bench life. The system originally rated as one of the best systems for environmental point of view, later on it was realised that this system, although free from leftover formaldehyde in binders, releases same during curing by hardeners polluting workplace environment [4]. With better understanding of chemistry of polymerisation and subsequent crosslinking with hardeners, it has been possible to contain formaldehyde emission during curing by judicious quantitative adjustment of reactants, reaction parameters and using chemical scavengers, all without affecting performance. Comparison of modern APNB and modern FNB is given in Table-1.
Fig 1: Reduction in irritating smell during mould making and handling
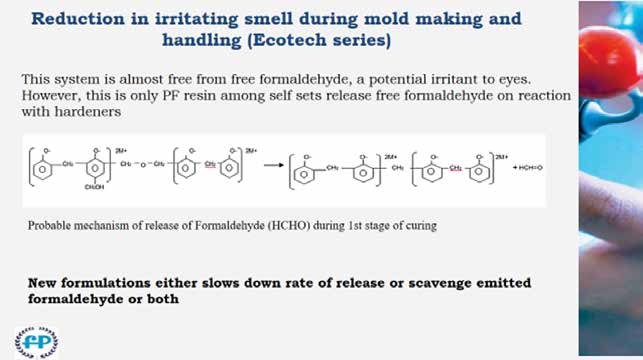
Table-1: Comparison of Modern APNB vs Modern FNB
| System | APNB | FNB | Advantage |
|---|---|---|---|
| Choice of silica sand | Wide | Limited | APNB |
| Flexibility of formulation | Limited | Wide | FNB |
| Storage life | 2 months | 6 months | FNB |
| Performance during storage life | Deteriorates | Constant | FNB |
| Range of Benchlife of mixedsand | Wide | Narrow | APNB |
| Drystrength | Good | Excellent | FNB |
| Hotstrength | Excellent | Good | APNB |
| Decoring | Difficult | Good | FNB |
| Reclaimability(MR), % | 70 | 85 | FNB |
| Reclaimability(TR), % | 90 | 98 | FNB |
| Quality of MRsand | Poor | Excellent | FNB |
| Quality of TRsand | moderate | Good | FNB |
| Recipe | 1.2-1.6:20 | 0.8-1.1:40-50 | FNB |
| Casting finish | Excellent | Fairlygood | APNB |
| Environment (overall) | Good | Good | Both same |
| Cost/kg moulding sand (R+H/C), excluding sand cost(1.5:20 for APNB and 0.9:40 for FNB) | Rs.70 X 1.5% + 1.5 X 20% X Rs 180 = Rs.159/- | Rs.170 X 0.9% + 0.9 X 40% X Rs.55 = Rs.172.8/- | APNB |
| Overall economy | good | Better | FNB |
Fig 2: Dry and hot compression strength for APNB and FNB
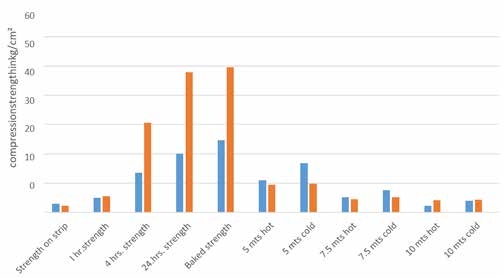
Addition: APNB 1.5: 20; FNB: 1.2: 50
Baking: 1 hr. samples baked at 135°C for 10 min, cooled for 45 min
Hot: 24 hrs. samples kept in furnace @ 550°C time as shown and tested hot
Cold: Above samples tested in cold condition
Y axis: Values for compression strength in kg/cm²
Sand: Rajasthan origin, same for both, AFS - 55 - 60
RT: 19 - 26°C, RH - 57 - 68%
CONCLUSION
APNB and FNB are two most commonly used sand binder systems in use in foundries in India for making moulds and cores by self-set process. Both the systems have been modified continuously since introduction to reduce binder demand, improve dry and hot strength, reclaimability of used sand, compatibility with chemistry of various metals and alloys, improve surface finish of castings, reduce metallurgical defects, minimise adverse effect on environment and ecology and overall economy (Fig 2). However, in FNB, because of involvement of multiple co-reactants for formaldehyde compared to only one (phenol) APNB, it has been possible to synthesise series of formulations by varying and optimising ratio of co-reactants to improve binders to work at lower addition level with improved strength, better reclaimability of used sand, grades with varying N content including N free and drastic improvement in workplace environment eliminating unreacted formaldehyde by using special techniques of polymerisation. To conclude, FNB with recent modifications have proven to be more versatile than modern versions of APNB and it is expected that new no-bake foundries will prefer FNB over APNB on comparative merits until some dramatic improvements take place later.
REFERENCES
1. Parametric Analysis on Compressive Strength of Furan No Bake mould Sand Using ANN by S. G. Acharya and J. V. Vadhar Archives of Foundry Engineering ISSN (2299-2944) Volume 16 Issue 4/2016.
2. Comparison of Moulding Sand Technology between Alphaset (APNB) and Furan (FNB) By D. K. Ghosh Archives of Foundry Engineering, ISSN (2299-2944), vol 19, issue 4/2019.
3. Comparison of the Properties of Alkali-Phenolic Binder in terms of Selection of Moulding Sand for Steel Castings by Mariusz Lucarz et. al, Materials 2019 Nov; 12 (22); 3705.
4. Modern Alphaset (APNB) Flexible Formulations - Enhanced Performance by D. K. Ghosh, Archives of
© Copyright , All rights reserved. Design by Andreal